


动力头
Power head
Power head
-
动力头
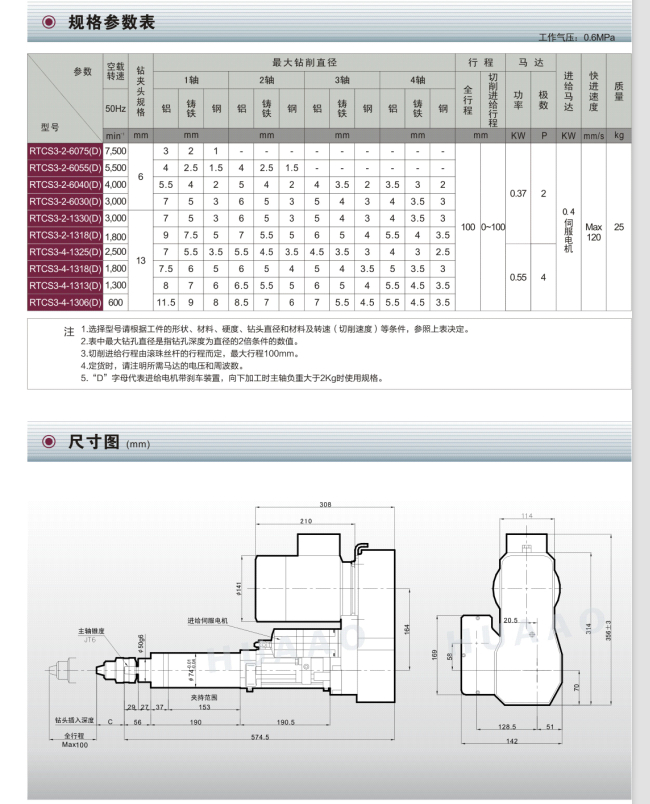
数控钻孔动力头采用0.75KW的大功率电机,大转矩、强推力的高刚性机型。

-
高精度伺服进给钻削动力头
高精度伺服进给钻削动力头采用0.75KW的大功率电机,大转矩、强推力的高刚性机型。

-
高精度自动进给钻削动力头
钻削动力头采用0.75KW的大功率电机大转矩、强推力的高刚性机型。钻削动力头的设计和规格可以根据具体应用需求进行定制,以适应不同的地质条件和钻孔尺寸。广泛应用于勘探、地基工程、水井钻探和矿产开采等领域。

-
伺服精密同步攻丝动力头
1.最高转速3,370min的高速加工。 2.采用高性能伺服电机、数控系统,保证JIS2级(6H)的高精度螺纹加工。 3.可任意设定第二原点。大幅度提高加工效率。

-
伺服精密同步攻丝动力头
1.最高转速2,200min可加工打径螺纹。 2.采用高性能伺服电机、数控系统,保证JIS2级(6H)的高精度螺纹加工。 3.可任意设定第二原点。大幅度提高加工效率。

-
高精密数控攻丝机/全自动攻丝机/伺服攻牙机
华奥RTBS3型伺服精密同步攻丝机(攻牙机、攻丝动力头、),是一款性价优、寿命长、性能稳、可攻丝、攻螺纹的动力头。最大攻丝能力为铝合金M14 钢M12。在加工能力保证的前提下,可加工任意公、英制螺距的螺纹的高精密攻丝机。

-

-
动力头
RVS3-L动力头是一款高精度,高性能,高刚性,高效率的自动进给钻孔动力头,是企业提高生产效率,减低生产成本的首选钻孔设备。

专用机床
Dedicated machine
Dedicated machine
-
四工位转盘式专机(两钻一攻)
四工位转盘式专机本机共采用两台气动钻孔头,一台伺服攻丝,加工三道工序。如引角倒角、钻孔、攻丝,钻孔、锪平面、攻丝、铰孔、攻丝等多种工序加工。适用于:下泵导销孔
")
-
六工位转盘式专机
本机动力头全部采用伺服进给动力头 欧姆龙PLC配触摸屏控制系统 全数字化操作,调试简捷方便,加工精度高 适用于中等批量多品种产品加工,大大缩短换产时间

-
八工位转盘式制动钳支架专机
◆ 本机全部采用伺服电机驱动 ◆ 采用台湾油压八工位转台 ◆ 双轴动力头,分体式结构,中心距可调节 ◆ 特别设计中心高可调节机构 ◆ 卡钳支架所有孔一次装夹加工完成 ◆ 伺服割槽动力头,将孔内或外圆割槽也一次性加工完成 ◆ PLC控制系统,所有加工尺寸参数数控调节

-
七工位滑台式钻攻机 头壳钻攻专用机
1、 本机采用7个动力头,3台立式加工,4台卧式加工。4台高精度气动进给钻孔动力头,3台伺服精密同步攻丝机。产品一次装夹同时加工7道工序。 2、 本机采用动力头配多轴器一次完成4个螺纹孔的加工,效率高。 3、 攻丝精度达6H 4、 控制系统采用欧姆龙配触摸屏,实现数控控制数字化调节,调试简捷方便,性能可靠。 5、 本机为通用机型,适合加工磨光机头壳,更换产品快捷方便 ,无技术难度。 6、 公司生产和销售此类型专机20余台,技术成熟。

-
四工位组合气动钻孔专用机床
1.气动进给钻孔,快进快退速度灵敏,工进液压稳速器实现慢速工进。 2.四台动力头均十字位置可调节。 3.3台斜式安装动力头,倾斜角度可微调。 4.进给深度采用死靠山定位加终点延时,加工深度≤0.05mm。 5.PLC控制触摸屏人机界面,实现人机对话。

-
水车式双面钻攻专机(机械手上下料)
1.本机采用全数控控制,数字化调节,简捷方便。 2.水车式分度多工位同时加工,效率快,精度高。 3.动力头全部采用伺服电机进给,攻丝采用伺服主轴精密同步攻丝机,攻丝精度6H。
")
-
数控滑台式四轴数控钻攻机床
1.本机采用双伺服电机钻攻两用动力头,配轴距固定式四周钻攻头。 2.适用于小工件上一个孔,需要多道加工的产品。 3.产品在数控滑台上从左至右移位逐道工序加工,每道工序转速无极调速,进给速度、进给位置数控调节,数字化操作。

-
数控滑台式三面数控进给钻攻专机
1.本机从左、右、上三面配多轴器一次完成三个面的螺纹孔钻攻加工。 2.攻丝精度达6H。 3.本机采用伺服电机进给钻孔动力头,伺服精密同步攻丝机,工装移位采用伺服电机数控滑台移为。 4.控制系统采用欧姆龙PLC配触摸屏,实现数控制作数字化调节,调试简捷方便,性能可靠。

-
四方向组合钻孔专机
适用于:汽车转向器输入轴、阀套、阀芯等其他零部件钻孔加工

-
三方向组合数控分度钻孔专机
1.三台动力头从三个方向同时钻孔,机械等分转台分度,加工圆周分布的等分孔。 2.固定式钻模套,保护钻孔防止折断。 气动活动顶尖从工件尾部顶紧工件中心孔。 3.次机适用于方向机螺杆轴、阀套的油孔钻孔加工。







产品展厅PRODUCTS
文章资讯News+
-
高效攻丝解决方案:现代动力头技术探讨
在现代机械加工领域,高效、精准的攻丝解决方案是提升生产效率和质量的关键。动力头技术作为一种先进的加工手段,凭借其高效、灵活和智能化的特点,已成为工件与异型非标件攻丝的理想选择。
 扫一扫,关注台州市华奥机械制造有限公司
扫一扫,关注台州市华奥机械制造有限公司